Page 5 sur 10
Re:N° de fonderie 440
Publié : 28 févr. 2012, 10:06
par fbernard
nono540 écrit:
comment s'assurer qu'il est bien forgé ??? à la gueule des repoussements de métal sur les manetons
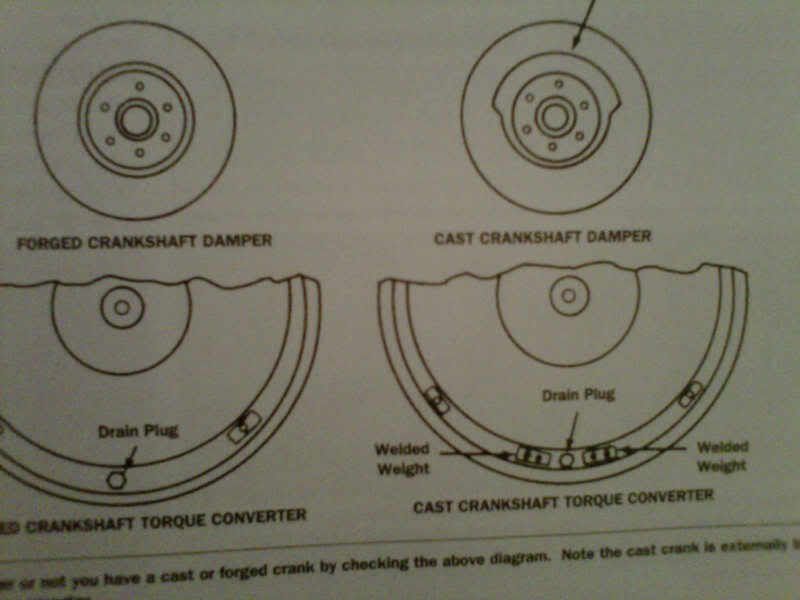
La forme des bavures est effectivement une solution (fine sur les moulés, large sur les forgés), sinon tu peux aussi regarder le damper.
Equilibrage neutre, pas trop épais, forgé.
Damper non équilibré, épais, vilebrequin moulé.
Re:N° de fonderie 440
Publié : 28 févr. 2012, 11:06
par Fox
fbernard écrit:
sinon tu peux aussi regarder le damper.
Encore faut il être sûr que ce soit le damper d'origine...Qui n'a jamais croisé de bagnole dont le moulin tabassait autant qu'une essoreuse à salade, avec un vilo forgé et des "périphériques" montés à l'arrache par des joyeux branquignols...Damper avec masselotte et converto itou...Ou l'inverse, ou un mix des deux...Dans ce cas précis, le mec a l'air sérieux, donc ça doit l'faire...
Re:N° de fonderie 440
Publié : 28 févr. 2012, 13:28
par nono540
Merci pour tout ces conseils, je pense que c'est un forgé car le damper est plutôt fin et les moulures au plan de joint des manetons sont bien larges, on voit bien aussi les repoussements de forge sur les manetons, par contre j'ai pas encore trouvé le N° de série pour confirmer tout ça...
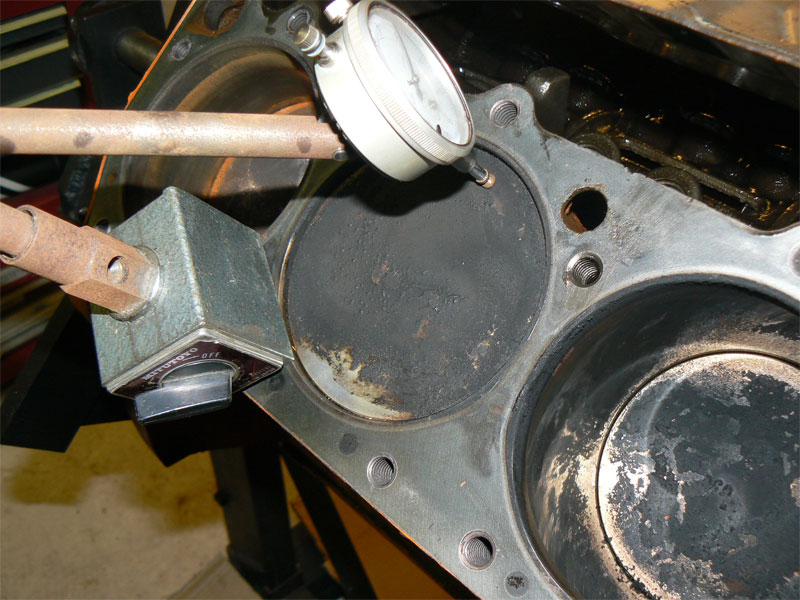
Ça c'était la bonne nouvelle, la moins bonne : j'ai enfilé mon endoscope par le trou de bougie et j'ai pas pu voir grand chose sinon que les têtes de pistons étaient plates :S :S :S donc j'ai décidé de déposer une culasse histoire de me faire une idée du rapport volumétrique, et là, Damned :angry: , au PMH les pistons sont 3 ou 4 mm sous le plan de joint :( :( :( j'ai même pas pris la mesure tellement c'est bas, ça doit tourner à 7.5 ou 8 de rapport :angry: :angry: :angry: du coup, j'suis bon pour commander un jeu de pistons et segments et me taper le même boulot que sur le 383, comme les outillages sont déjà tout fabriqués ça devrait pas trop m'occuper ;) ;) ;)
j'ai déjà repéré une série de pistons qui vont me donner dans les 10.5 de TDC :lol: :lol: :lol:
Re:N° de fonderie 440
Publié : 28 févr. 2012, 13:49
par Peter
Te fais pas chier compresse le :lol:
Re:N° de fonderie 440
Publié : 28 févr. 2012, 15:22
par zoot
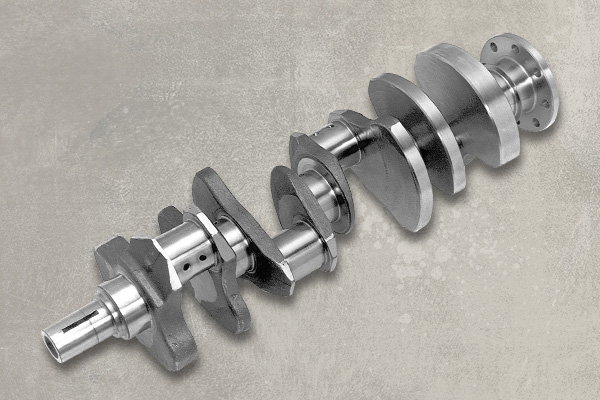
Hormis les numéros de pièces qu'il est préférable de contrôler afin d'être sûr, ton vilo me semble bien être un specimen en acier forgé. Sache que ça coûté 2000 $ minimum un vilo en acier forgé. Au toucher, le forgé est lisse comme une peau de fesse et brillant à l'aspect.
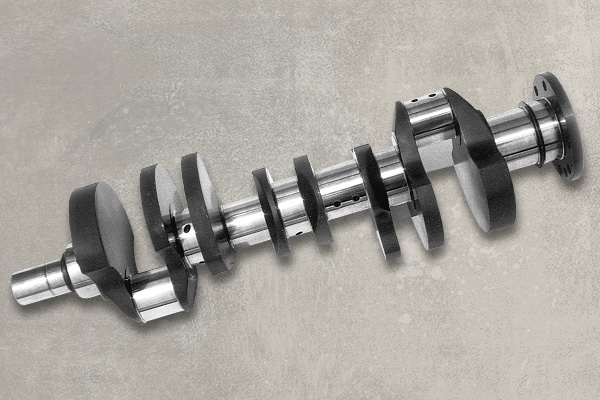
Voici deux photos. La première est un forgé, et la suivante un moulé :
Re:N° de fonderie 440
Publié : 28 févr. 2012, 15:23
par zoot
Cast crankshaft :
Re:N° de fonderie 440
Publié : 28 févr. 2012, 19:43
par nono540
Bon, voilà où j'en suis de mes calculs :
Les pistons arrivent 4 mm sous le PDJ au point mort haut, comme les culasses sont de 73,5 cc de chambre, ça me donne un TDC de 8,72 :S :S :S , ça fait pas des masses pour un 440 qui tourne plutôt à 10 d'origine
Si je monte les pistons que j'ai repérés avec mes culasses ça me donne 12 de TDC, autant dire inroulable au 98 :blink: :blink: :blink: , faut que j'en retrouve d'autres
Re:N° de fonderie 440
Publié : 28 févr. 2012, 20:21
par zoot
Tu pourrais p'têt éclairer ma lanterne là : Dans ton calcul, tu recherches la compression de chaque cylindre où le rapport volumétrique ?
Re:N° de fonderie 440
Publié : 28 févr. 2012, 20:24
par nono540
zoot écrit:
Tu pourrais p'têt éclairer ma lanterne là : Dans ton calcul, tu recherches la compression de chaque cylindre où le rapport volumétrique ?
J'suis peut être pas clair dans mes propos en effet, le premier calcul donne le taux de compression avec les pistons montés actuellement, les autres pistons dont je parle sont des Speed Pro que j'ai trouvé chez Mimit mais je viens de trouver des Keith Black qui me donnent 10,1 de taux de compression, mais ils sont chers :S :S :S
Re:N° de fonderie 440
Publié : 28 févr. 2012, 20:29
par Peter
Avec le matos que tu as de dispo , tu dois bien pouvoir rectifier les chambre de combustion pour arriver a 10.5:1 de RV
J'y connais rien au culasse fonte , mais je pensais pas qu'il y en avais avec des Chambre de combustion de 73.5 ?
Re:N° de fonderie 440
Publié : 28 févr. 2012, 20:43
par zoot
En fait, ce que tu as calculé, c'est le rapport volumétrique, pas le taux de compression, qui lui, est celui de chaque cylindre pour définir son usure. Ai-je bien compris ?
Re:N° de fonderie 440
Publié : 28 févr. 2012, 22:53
par Chal340
Peter écrit:
Avec le matos que tu as de dispo , tu dois bien pouvoir rectifier les chambre de combustion pour arriver a 10.5:1 de RV
Ne pas oublier que si tu rabotes le bloc ou la culasse, il faut aussi usiner la face sur laquelle repose la pipe d'admission.
Cette valeur varie en fonction des blocs et marque, voici un tableau regroupant tous les moteurs et constructeurs qui donne la valeur à retirer coté pipe d'admission pour un usinage de 0.01 sur le bloc ou culasse.
http://victorylibrary.com/mopar/intake-mill-c.htm
Re:N° de fonderie 440
Publié : 28 févr. 2012, 23:07
par Peter
Moi , je pensais plus a "creuser " dans les chambre pour qu'avec les pistons speed pro il atteingne le rv voulu :dry: Je sais que mes culasses sont comme ça , a la base 75 cc rendu a 78 cc après usinage.
Re:N° de fonderie 440
Publié : 29 févr. 2012, 02:43
par COUDA
C est bizzare votre histoire , c est la premiere fois que j entend dire que l on creuse des culasses pour avoir moins de compression vue quand général on recherchent plutot l inverse.:dry:
Re:N° de fonderie 440
Publié : 29 févr. 2012, 06:31
par nono540
zoot écrit:
En fait, ce que tu as calculé, c'est le rapport volumétrique, pas le taux de compression, qui lui, est celui de chaque cylindre pour définir son usure. Ai-je bien compris ?
Oui j'ai calculé de rapport volumétrique, j'appelle ça aussi taux de compression et c'est pour ça que tu avais un doute